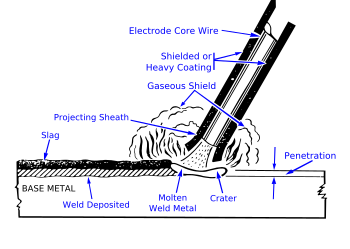
Soldadura oxiacetilénica
La soldadura oxiacetilénica es la forma más difundida de soldadura autógena.No es necesario aporte de material. Este tipo de soldadura puede realizarse con material de aportación de la misma naturaleza que la del material base (soldadura homogénea) o de diferente material (heterogénea) y también sin aporte de material (soldadura autógena). Si se van a unir dos chapas metálicas, se colocan una junto a la otra. Se procede a calentar rápidamente hasta el punto de fusión solo la unión y por fusión de ambos materiales se produce una costura.
Para lograr una fusión rápida (y evitar que el calor se propague) se utiliza un soplete que combina oxígeno (como comburente) y acetileno (como combustible). La mezcla se produce con un pico con un agujero central del que sale acetileno, rodeado de 4 o más agujeros por donde sale el oxígeno (y por efecto Venturi genera succión en el acetileno). Ambos gases se combinan en una caverna antes de salir al pico, por donde se produce una llama color celeste, muy delgada. Esta llama alcanza una temperatura de 3200ºC.
Se pueden soldar distintos materiales: acero, cobre, latón, aluminio, magnesio, fundiciones y sus respectivas aleaciones.
Tanto el oxígeno como el acetileno se suministran en botellas de acero estirado, a una presión de 15 kp/cm² para el acetileno y de 200 kp/cm² para el oxígeno.
El acetileno además se puede obtener utilizando un gasógeno que hidrata carburo, aunque es una práctica poco aconsejable, dado que hay que resguardar el carburo de un elemento tan abundante como es el agua. En caso de incendio, hay que apagar con polvo químico o CO2, dado que el agua aviva el fuego al generar acetileno.
La soldadura oxiacetilénica es la forma más difundida de soldadura autógena.No es necesario aporte de material. Este tipo de soldadura puede realizarse con material de aportación de la misma naturaleza que la del material base (soldadura homogénea) o de diferente material (heterogénea) y también sin aporte de material (soldadura autógena). Si se van a unir dos chapas metálicas, se colocan una junto a la otra. Se procede a calentar rápidamente hasta el punto de fusión solo la unión y por fusión de ambos materiales se produce una costura.
Para lograr una fusión rápida (y evitar que el calor se propague) se utiliza un soplete que combina oxígeno (como comburente) y acetileno (como combustible). La mezcla se produce con un pico con un agujero central del que sale acetileno, rodeado de 4 o más agujeros por donde sale el oxígeno (y por efecto Venturi genera succión en el acetileno). Ambos gases se combinan en una caverna antes de salir al pico, por donde se produce una llama color celeste, muy delgada. Esta llama alcanza una temperatura de 3200ºC.
Se pueden soldar distintos materiales: acero, cobre, latón, aluminio, magnesio, fundiciones y sus respectivas aleaciones.
Tanto el oxígeno como el acetileno se suministran en botellas de acero estirado, a una presión de 15 kp/cm² para el acetileno y de 200 kp/cm² para el oxígeno.
El acetileno además se puede obtener utilizando un gasógeno que hidrata carburo, aunque es una práctica poco aconsejable, dado que hay que resguardar el carburo de un elemento tan abundante como es el agua. En caso de incendio, hay que apagar con polvo químico o CO2, dado que el agua aviva el fuego al generar acetileno.
Para lograr una fusión rápida (y evitar que el calor se propague) se utiliza un soplete que combina oxígeno (como comburente) y acetileno (como combustible). La mezcla se produce con un pico con un agujero central del que sale acetileno, rodeado de 4 o más agujeros por donde sale el oxígeno (y por efecto Venturi genera succión en el acetileno). Ambos gases se combinan en una caverna antes de salir al pico, por donde se produce una llama color celeste, muy delgada. Esta llama alcanza una temperatura de 3200ºC.
Se pueden soldar distintos materiales: acero, cobre, latón, aluminio, magnesio, fundiciones y sus respectivas aleaciones.
Tanto el oxígeno como el acetileno se suministran en botellas de acero estirado, a una presión de 15 kp/cm² para el acetileno y de 200 kp/cm² para el oxígeno.
El acetileno además se puede obtener utilizando un gasógeno que hidrata carburo, aunque es una práctica poco aconsejable, dado que hay que resguardar el carburo de un elemento tan abundante como es el agua. En caso de incendio, hay que apagar con polvo químico o CO2, dado que el agua aviva el fuego al generar acetileno.

Soldadura TIG

Accesorios para soldadura TIG.

La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxigeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el
soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor.
Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.
De todas formas, hoy en día se está generalizando el uso de la soldadura TIG sobre todo en aceros inoxidables y especiales a pesar del mayor coste de ésta soldadura, debido al acabado obtenido. En nuestros días, las exigencias tecnológicas en cuanto a calidad y confiabilidad de las uniones soldadas, obligan a adoptar nuevos sistemas, destacándose entre ellos la soldadura al Arco con Electrodo de Tungsteno y Protección Gaseosa (TIG).
El sistema TIG es un sistema de soldadura al arco con protección gaseosa, que utiliza el intenso calor de un arco eléctrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar, donde puede o no utilizarse metal de aporte.
Se utiliza gas de protección cuyo objetivo es desplazar el aire, para eliminar la posibilidad de contaminación de la soldadura por el oxígeno y nitrógeno presente en la atmósfera
La característica más importante que ofrece este sistema es entregar alta calidad de soldadura en todos los metales, incluyendo aquellos difíciles de soldar, como también para soldar metales de espesores delgados y para depositar cordones de raíz en unión de cañerías.
Las soldaduras hechas con sistema TIG son más fuertes, más resistentes a la corrosión y más dúctiles que las realizadas con electrodos convencionales. Cuando se necesita alta calidad y mayores requerimientos de terminación, es necesario utilizar el sistema TIG para lograr soldaduras homogéneas, de buena apariencia y con un acabado completamente liso.
Características y ventajas del sistema TIG:
- No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura
- No hay salpicadura, chispas ni emanaciones, al no circular metal de aporte a través del arco
- Brinda soldaduras de alta calidad en todas las posiciones, sin distorsión
- Al igual que todos los sistemas de soldadura con protección gaseosa, el área de soldadura es claramente visible
- El sistema puede ser automatizado, controlando mecánicamente la pistola y/o el metal de aporte
Equipo:
- El equipo para sistema TIG consta básicamente de:
- Fuente de poder
- Unidad de alta frecuencia
- Pistola
- Suministro gas de protección
- Suministro agua de enfriamiento
- La pistola asegura el electrodo de tungsteno que conduce la corriente, el que está rodeado por una boquilla de cerámica que hace fluir concéntricamente el gas protector.
- La pistola normalmente se refrigera por aire. Para intensidades de corriente superiores a 200 Amps. Se utiliza refrigeración por agua, para evitar recalentamiento del mango.
Beneficios:
- Adecuada para soldaduras de responsabilidad (pase de raíz).
- El proceso puede ser mecanizado o robotizado.
- Facilita la soldadura en lugares de difícil acceso.
- Ofrece alta calidad y precisión.
- Óptimas resistencias mecánicas de la articulación soldada.
- Poca generación de humo.
- Soldaduras claras, brillantes y con óptimo acabado, sin usar flujo de limpieza, prescindiendo de acabado final y reduciendo costos de fabricación.
- Soldadura en todas las posiciones.
- Versatilidad - suelda prácticamente todos los metales industrialmente utilizados.
Soldadura MIG/MAG
La soldadura MIG/MAG es un proceso por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y unas piezas a unir, quedando este protegido de la atmosfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).
La soldadura MIG/MAG es intrinsecamente mas productiva que la soldadura MMA donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos solidos e hilos tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%-95%.
La soldadura MIG/MAG es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
La introduccion de hilos tubulares esta entrando cada vez mas a la produccion de estructuras pesadas donde se necesita de una gran resistencia de soldadura.
A continuación podemos observar los elementos mas importantes que intervienen en el proceso:

Con este tipo se soldan piezas de espesores pequeños ya que la corriente aplicada a esta es baja en comparación con otros.
Este tipo de transferencia no se usa en ningún trabajo, pero se puede ver en operaciones de puesta a punto de máquinas.
Este tipo se recomienda para soldaduras en piezas de grandes espesores gracias a su gran penetración en el material.

Con este tipo se produce una ganancia en penetración gracias a la elevada intensidad que se produce durante la pulsación y al mismo tiempo una reducción del consumo de energía.
El formato estándar del hilo son bobinas de diferentes grandarías. Los hilos suelen ir recubiertos de cobre para que la conductividad del hilo con el tubo de contacto sea buena, además de disminuir los rozamientos y para que no aparezcan oxidaciones. También se utiliza hilo tubular, los cuales van rellenos de polvo metálico o flux.
-Soldadura MIG
Dentro de los gases inertes disponibles en Europa el más empleado es el argón y en Estados Unidos, el helio es el que más se utiliza.
El argón con altas purezas solo es utilizado en soldadura de titanio, aluminio, cobre y níquel. Para la soldadura de acero se tiene que aplicar con cantidades inferiores al 5% de mezcla con oxígeno ya que el argón puro produce mordeduras y cordones irregulares.Así se mejora la penetración y ensanchamiento de la parte inferior del cordón.
La utilización de helio produce cordones más anchos y una penetración menos profunda que la producida por el argón.
-Soldadura MAG
El CO2 es uno de los gases empleados en este tipo de soldadura. Es un gas inodoro, incoloro y con un sabor picante.Tiene un peso de una vez y media mayor que el aire, además es un gas de carácter oxidante que en elevadas temperaturas se disocia en una reacción en el arco de 2CO2-2CO2+O absorbiendo calor y en la recomposición en la base 2CO2+O cendiedo calor.
Sus inconvenientes son que produce arcos muy enérgicos, con lo que también se producen un gran número de proyecciones.
Por otro lado es un gas mucho más barato que el argón, capaz de producir penetraciones mucho mas profundas y anchas que este. También se tiene la ventaja que reduce el riesgo de mordeduras y faltas de fusión.
La mezcla de Ar+CO2 se suele utilizar con cantidades de mezcla de entre el 15 y el 25% de CO2. Las ganancias de trabajara con esta mezcla son una mejor visibilidad del baño, un arco más suave, con menores turbulencias, un baño de fusión más frío, un mejor aspecto del cordón, menos proyecciones y una mejor estabilidad de arco.
El único y mayor inconveniente de la mezcla es de tipo económico, pero por otro lado hay que compararlo con los grandes beneficios que nos aporta, siendo estos normalmente mayores que el primero.
El rectificador está constituido de semiconductores de potencia (diodos de silicio), normalmente colocados sobre aleteas con el objetivo de aumentar su refrigeración.
La velocidad se puede regular entre unos valores que van de o a 25 m/min. Esta regulación se puede conseguir normalmente mediante un control eléctrico que actúa sobre un motor de alimentación.
El sistema de arrastre está constituido por uno o dos rodillos de arrastre que trabajan contra otros rodillos de presión. El rodillo de presión debe estar bien ajustado, ya que una presión excesiva puede producir aplastamientos en el hilo, haciendo que no se deslice bien. Por lo contrario, cuando no hay suficiente presión sobre el hilo se puede producir una alimentación a velocidades irregulares.
El paso de gas hacia la soldadura es producido por una válvula accionada eléctricamente mediante un pulsador equipado sobre la antorcha.
Como norma estándar debe utilizarse un caudal en l/m diez veces mayor que el diámetro del hilo.
Todos de conductos van recubiertos por una tubería de goma y todo el conjunto forma la manguera que conecta la máquina con la pistola.En la punta de la antorcha va montada una buza exterior que canaliza el gas hasta la zona de soldadura, en el interior se encuentra un tubo de contacto que proporciona al hilo la corriente necesaria para realizar el arco de soldadura. Este tubo de contacto tiene su orificio interior calibrado para cada diámetro de hilo.
La distancia entre la punta del tubo de contacto hasta el arco es controlada por el operario, pero la longitud del arco es controlada automáticamente por los parámetros regulados en la máquina.


El factor de marcha es el cociente entre el tiempo de soldeo y el tiempo total de trabajo. En los paros de la soldara se enfrían los componentes del equipo, estabilizándose la temperatura de estos en un pequeño rango de valores, inferiores a su temperatura máxima de trabajo.
Para determinar la intensidad I' para un determinado factor de marcha se utiliza la siguiente expresión:

La idea de la soldadura por arco eléctrico fue propuesta a principios del siglo XIX por el científico inglés Humphrey Davy pero ya en 1885 dos investigadores rusos consiguieron soldar con electrodos de carbono.
Cuatro años más tarde fue patentado un proceso de soldadura con varilla metálica. Sin embargo, este procedimiento no tomó importancia en el ámbito industrial hasta que el sueco Oscar Kjellberg descubrió, en 1904, el electrodo recubierto. Su uso masivo comenzó alrededor de los años 1950.
La soldadura por arco eléctrico es utilizada comúnmente debido a la facilidad de transporte y a la economía de dicho proceso.

La característica más importante de la soldadura con electrodos revestidos, en inglés Shield Metal Arc Welding (SMAW) o Manual Metal Arc Welding (MMAW), es que el arco eléctrico se produce entre la pieza y un electrodo metálico recubierto. El recubrimiento protege el interior del electrodo hasta el momento de la fusión. Con el calor del arco, el extremo del electrodo funde y se quema el recubrimiento, de modo que se obtiene la atmósfera adecuada para que se produzca la transferencia de metal fundido desde el núcleo del electrodo hasta el baño de fusión en el material base. Además los aceros AWS en soldadura sirven para soldaduras de baja resistencia y muy fuertes. Estas gotas de metal fundido caen recubiertas de escoria fundida procedente de la fusión del recubrimiento del arco. La escoria flota en la superficie y forma, por encima del cordón de soldadura, una capa protectora del metal fundido.
Como son los propios electrodos los que aportan el flujo de metal fundido, será necesario reponerlos cuando se desgasten. Los electrodos están compuestos de dos piezas: el alma y el revestimiento.
El alma o varilla es alambre (de diámetro original 5.5 mm) que se comercializa en rollos continuos. Tras obtener el material, el fabricante lo decapa mecánicamente (a fin de eliminar el óxido y aumentar la pureza) y posteriormente lo trefila para reducir su diámetro.
El revestimiento se produce mediante la combinación de una gran variedad de elementos (minerales varios, celulosa, mármol, aleaciones, etc.) convenientemente seleccionados y probados por los fabricantes, que mantienen el proceso, cantidades y dosificaciones en riguroso secreto.
La composición y clasificación de cada tipo de electrodo está regulada por AWS (American Welding Society), organismo de referencia mundial en el ámbito de la soldadura.
Este tipo de soldaduras pueden ser efectuados bajo corriente tanto continua como alterna. En corriente continua el arco es más estable y fácil de encender y las salpicaduras son poco frecuentes; en cambio, el método es poco eficaz con soldaduras de piezas gruesas. La corriente alterna posibilita el uso de electrodos de mayor diámetro, con lo que el rendimiento a mayor escala también aumenta. En cualquier caso, las intensidades de corriente oscilan entre 10 y 500 amperios.
El factor principal que hace de este proceso de soldadura un método tan útil es su simplicidad y, por tanto, su bajo precio. A pesar de la gran variedad de procesos de soldadura disponibles, la soldadura con electrodo revestido no ha sido desplazada del mercado. La sencillez hace de ella un procedimiento práctico; todo lo que necesita un soldador para trabajar es una fuente de alimentación, cables, un portaelectrodo y electrodos. El soldador no tiene que estar junto a la fuente y no hay necesidad de utilizar gases comprimidos como protección. El procedimiento es excelente para trabajos, reparación, fabricación y construcción. Además, la soldadura SMAW es muy versátil. Su campo de aplicaciones es enorme: casi todos los trabajos de pequeña y mediana soldadura de taller se efectúan con electrodo revestido; se puede soldar metal de casi cualquier espesor y se pueden hacer uniones de cualquier tipo.
Sin embargo, el procedimiento de soldadura con electrodo revestido no se presta para su automatización o semiautomatización; su aplicación es esencialmente manual. La longitud de los electrodos es relativamente corta: de 230 a 700 mm. Por tanto, es un proceso principalmente para soldadura a pequeña escala. El soldador tiene que interrumpir el trabajo a intervalos regulares para cambiar el electrodo y debe limpiar el punto de inicio antes de empezar a usar electrodo nuevo. Sin embargo, aun con todo este tiempo muerto y de preparación, un soldador eficiente puede ser muy productivo.
Este método de soldadura se patentó en 1920 pero no se empezó a utilizar de manera generalizada hasta 1940, dado su coste y complejidad técnica.
A diferencia que en las soldaduras de electrodo consumible, en este caso el metal que formará el cordón de soldadura debe ser añadido externamente, a no ser que las piezas a soldar sean específicamente delgadas y no sea necesario. El metal de aportación debe ser de la misma composición o similar que el metal base; incluso, en algunos casos, puede utilizarse satisfactoriamente como material de aportación una tira obtenida de las propias chapas a soldar.
La inyección del gas a la zona de soldeo se consigue mediante una canalización que llega directamente a la punta del electrodo, rodeándolo. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Es conveniente, eso sí, repasar la terminación en punta, ya que una geometría poco adecuada perjudicaría en gran medida la calidad del soldado. Respecto al gas, los más utilizados son el argón, el helio, y mezclas de ambos. El helio, gas noble (inerte, de ahí el nombre de soldadura por gas inerte) es más usado en los Estados Unidos, dado que allí se obtiene de forma económica en yacimientos de gas natural. Este gas deja un cordón de soldadura más achatado y menos profundo que el argón. Este último, más utilizado en Europa por su bajo precio en comparación con el helio, deja un cordón más triangular y que se infiltra en la soldadura. Una mezcla de ambos gases proporcionará un cordón de soldadura con características intermedias entre los dos.
La soldadura TIG se trabaja con corrientes continua y alterna. En corriente continua y polaridad directa, las intensidades de corriente son del orden de 50 a 500 amperios. Con esta polarización se consigue mayor penetración y un aumento en la duración del electrodo. Con polarización inversa, el baño de fusión es mayor pero hay menor penetración; las intensidades oscilan entre 5 y 60 A. La corriente alterna combina las ventajas de las dos anteriores, pero en contra da un arco poco estable y difícil de cebar.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco con protección gaseosa es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor.
Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.
En la soldadura MIG, como su nombre indica, el gas es inerte; no participa en modo alguno en la reacción de soldadura. Su función es proteger la zona crítica de la soldadura de oxidaciones e impurezas exteriores. Se emplean usualmente los mismos gases que en el caso de electrodo no consumible, argón, menos frecuentemente helio, y mezcla de ambos.
En la soldadura MAG, en cambio, el gas utilizado participa de forma activa en la soldadura. Su zona de influencia puede ser oxidante o reductora, ya se utilicen gases como el dióxido de carbono o el argón mezclado con oxígeno. El problema de usar CO2 en la soldadura es que la unión resultante, debido al oxígeno liberado, resulta muy porosa. Además, sólo se puede usar para soldar acero, por lo que su uso queda restringido a las ocasiones en las que es necesario soldar grandes cantidades de material y en las que la porosidad resultante no es un problema a tener en cuenta.
El uso de los métodos de soldadura MIG y MAG es cada vez más frecuente en el sector industrial. En la actualidad, es uno de los métodos más utilizados en Europa occidental, Estados Unidos y Japón en soldaduras de fábrica. Ello se debe, entre otras cosas, a su elevada productividad y a la facilidad de automatización, lo que le ha valido abrirse un hueco en la industria automovilística. La flexibilidad es la característica más sobresaliente del método MIG / MAG, ya que permite soldar aceros de baja aleación, aceros inoxidables, aluminio y cobre, en espesores a partir de los 0,5 mm y en todas las posiciones. La protección por gas garantiza un cordón de soldadura continuo y uniforme, además de libre de impurezas y escorias. Además, la soldadura MIG / MAG es un método limpio y compatible con todas las medidas de protección para el medio ambiente.
En contra, su mayor problema es la necesidad de aporte tanto de gas como de electrodo, lo que multiplica las posibilidades de fallo del aparato, además del lógico encarecimiento del proceso. La soldadura MIG/MAG es intrínsecamente más productiva que la soldadura MMA, donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. Las pérdidas materiales también se producen con la soldadura MMA, cuando la parte última del electrodo es desechada. Por cada kilogramo de electrodo revestido comprado, alrededor del 65% forma parte del material depositado (el resto es desechado). La utilización de hilos sólidos e hilos tubulares ha aumentado esta eficiencia hasta el 80-95%. La soldadura MIG/MAG es un proceso versátil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones. El procedimiento es muy utilizado en espesores delgados y medios, en fabricaciones de acero y estructuras de aleaciones de aluminio, especialmente donde se requiere un gran porcentaje de trabajo manual. La introducción de hilos tubulares está encontrando cada vez más, su aplicación en los espesores fuertes que se dan en estructuras de acero pesadas.
El electrodo de soldadura SAW es consumible, con lo que no es necesaria aportación externa de fundente. Se comercializa en forma de hilo, macizo o hueco con el flux dentro (de forma que no se requiere un conducto de aporte sino sólo uno de recogida), de alrededor de 0,5 mm de espesor.
El flux, o mejor dicho, los fluxes, son mezclas de compuestos minerales varios (SIO2, CaO, MnO, etc…) con determinadas características de escorificación, viscosidad, etc. Obviamente, cada fabricante mantiene la composición y el proceso de obtención del flux en secreto, pero, en general, se clasifican en fundidos (se obtienen por fusión de los elementos), aglomerados (se cohesionan con aglomerantes; cerámicos, silicato potásico, etc.) y mezclados mecánicamente (simples mezclas de otros fluxes). Ya que el flux puede actuar como elemento fundente, la adición en él de polvo metálico optimiza bastante el proceso, mejora la tenacidad de la unión y evita un indeseable aumento del tamaño de grano en el metal base.
Dependiendo del equipo y del diámetro del hilo de electrodo, este proceso se trabaja con intensidades de hasta 1600 amperios, con corrientes continuas (electrodo positivo y base negativa) o alternas.
Este proceso es bastante versátil; se usa en general para unir metales férreos y aleaciones, y para recubrir materiales contra la corrosión (overlay). Además, permite la soldadura de piezas con poca separación entre ellas. El arco actúa bajo el flux, evitando salpicaduras y contaminación del cordón, y alimentándose, si es necesario, del propio flux, que además evita que el arco se desestabilice por corrientes de aire. La soldadura SAW puede aplicarse a gran velocidad en posiciones de sobremesa, para casi cualquier tipo de material y es altamente automatizable. El cordón obtenido en estos soldeos es sano y de buen aspecto visual. Una característica mejora del proceso SAW es la soldadura en tándem, mediante la cual se aplican dos electrodos a un mismo baño. Así se aumenta la calidad de la soldadura, ya que uno de los electrodos se encarga de la penetración y el volumen del cordón, mientras que el segundo maneja lo parámetros de geometría y tamaño.
En cambio, la mayor limitación de este proceso es que solo puede aplicarse en posiciones de sobremesa y cornisa, ya que de otra manera el flux se derramaría. Flux que ha de ser continuamente aportado, lo cual encarece el procedimiento y aumenta sus probabilidades de fallo (hay que alimentar tanto el rollo de electrodo como el flux); además, si se contamina por agentes externos, la calidad del cordón disminuye bastante. A pesar de que puede unir materiales poco separados, no es recomendable para unir espesores menores de 5mm.
Este proceso tiene su mayor campo de aplicación en la fabricación de tuberías de acero en espiral y, en general, en la soldadura de casi cualquier tipo de aceros (especialmente los inoxidables).
La soldadura por rayo láser (LBW, de laser-beam welding) es un proceso de soldadura por fusión que utiliza la energía aportada por un haz láser para fundir y recristalizar el material o los materiales a unir, obteniéndose la correspondiente unión entre los elementos involucrados. En la soldadura láser comúnmente no existe aportación de ningún material externo. La soldadura se realiza por el calentamiento de la zona a soldar, y la posterior aplicación de presión entre estos puntos. De normal la soldadura láser se efectúa bajo la acción de un gas protector, que suelen ser helio o argón.
Uno de los materiales más corrientes para este tipo de láser y también capaz de entregar una potencia elevada es el ion de cromo en un cristal de rubí. Otro material para este tipo de láser en estado sólido es el granate de itrio y aluminio dopado con neodimio o YAG. Otra forma de carácter práctico de láser puede consistir en una varilla de rubí de 10 mm de diámetro y 110 mm de largo con sus extremos rectificados con una gran precisión y pulidos. El cristal puede ser irradiado mediante un tubo de descarga de xenón. Los iones de cromo en el cristal emiten radiación estimulada, por esto, la que va en un sentido axial se refleja hacia un lado y otro entre los extremos de éste. La intensidad de radiación se eleva y el haz del láser es irradiado por el extremo que se encuentra menos pulido.
El láser más beneficioso para la soldadura y el corte es el CO2, el medio emisor para este tipo de láser es una mezcla de anhídrido carbónico, nitrógeno y helio. Puede trabajar continuamente y ha sido desarrollado para la entrega de bajos vatios e incluso por encima de 20 KW. La radiación se encuentra en la región del infrarrojo lejano del espectro, obteniendo una longitud de onda de unos 10,6 μm. Uno de los lasers más típicos de CO2 está comprendido por un tubo de vidrio por el cual circula una mezcla de gas con electrodos en cada extremo los cuales producen una descarga de alto voltaje. En uno de los extremos del tubo se encuentra alojado un espejo reflectante de superficie dorada enfriado por agua, mientras que en el extremo opuesto hay una ventana reflectante en parte, el espacio entre ambas recibe el nombre de cámara del láser. En las ventanas se utilizan rodajas de arseniuro de germanio o galio en montajes enfriados por agua.
Se utiliza, principalmente, para soldar:
Tiene como ventajas principales las siguientes:
La soldadura por rayo láser se puede realizar de dos formas distintas:
En la actualidad ha habido un gran avance en este tipo de soldadura, ya que se puede soldar oro, aleacion ligera, materiales disimilares, y materiales plásticos, campo que está avanzando a grandes velocidades y que ya se encuentra muy desarrollado. La soldadura de plásticos (termoplástico estable) se puede llegar a realizar utilizando unos aditivos especiales, denominadas resinas. Estas resinas nos permiten soldar sin llegar a derretir el termoplástico, cosa que sería impensable sin la utilización de este aditivo.
Este tipo de soldadura se intento por primera vez a principios de los años 80 lo que por aquel entonces los elevados costes que tenía la desestimaron por completo. A principios de los 90 se desarrollo esta técnica que mezcla los dos tipos de soldadura tan diferentes como son el arco MSG y el haz de luz láser.
Según la NASD (Nacional Ag Safety Database), las medidas de seguridad necesarias para trabajar con soldadura con arco son las siguientes.
Los interruptores de las máquinas necesarias para el soldeo deben poderse desconectar rápida y fácilmente. La alimentación estará desconectada siempre que no se esté soldando, y contará con una toma de tierra
Los portaelectrodos no deben usarse si tienen los cables sueltos y las tenazas o los aislantes dañados.
La operación de soldadura deberá llevarse a cabo en un lugar bien ventilado pero sin corrientes de aire que perjudiquen la estabilidad del arco. El techo del lugar donde se suelde tendrá que ser alto o disponer de un sistema de ventilación adecuado. Las naves o talleres grandes pueden tener corrientes no detectadas que deben bloquearse.
La ropa apropiada para trabajar con soldadura por arco debe ser holgada y cómoda, resistente a la temperatura y al fuego. Debe estar en buenas condiciones, sin agujeros ni remiendos y limpia de grasas y aceites. Las camisas deben tener mangas largas, y los pantalones deben ser largos, acompañados con zapatos o botas aislantes que cubran.
Deben evitarse por encima de todo las descargas eléctricas, que pueden ser mortales. Para ello, el equipo deberá estar convenientemente aislado (cables, tenazas, portaelectrodos deben ir recubiertos de aislante), así como seco y libre de grasas y aceite. Los cables de soldadura deben permanecer alejados de los cables eléctricos, y el soldador separado del suelo; bien mediante un tapete de caucho, madera seca o mediante cualquier otro aislante eléctrico. Los electrodos nunca deben ser cambiados con las manos descubiertas o mojadas o con guantes mojado
La soldadura MIG/MAG es intrinsecamente mas productiva que la soldadura MMA donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos solidos e hilos tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%-95%.
La soldadura MIG/MAG es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
La introduccion de hilos tubulares esta entrando cada vez mas a la produccion de estructuras pesadas donde se necesita de una gran resistencia de soldadura.
A continuación podemos observar los elementos mas importantes que intervienen en el proceso:

1. Dirección de la soldadura 2. Tubo de contacto 3. Hilo 4. Gas protector 5. Soldadura 6 y 7. Piezas a unir.
Ventajas de Soldadura MIG/MAG
Las principales ventajas que ofrece el proceso MIG/MAG son:- Se puede soldar en todas las posiciones
- Ausencia de escoria para retirar
- Buena apariencia o acabado (pocos salpicados)
- Poca formación de gases contaminantes y tóxicos
- Soldadura de buena calidad radiográfica
- Se suelda espesores desde 0.7 á 6 mm sin preparación de bordes
- Proceso semiautomático o automático (menos dependiente de la habilidad de operador)
- Alta productividad o alta tasa de metal adicionado (principal ventaja)
- Las principales bondades de este proceso son la alta productividad y excelente calidad; en otras palabras, se puede depositar grandes cantidades de metal (tres veces más que con el proceso de electrodo revestido), con una buena calidad (1)
Procesos de soldadura
Podemos diferenciar tres tipos de procesos de soldadura:Proceso semiautomático
es la aplicación más común, en la que algunos parámetros previamente ajustados por el soldador, como el voltaje y el amperaje, son regulados de forma automática y constante por el equipo, pero es el operario quien realiza el arrastre de la pistola manualmente. El voltaje, es decir la tensión que ejerce la energía sobre el electrodo y la pieza, resulta determinante en el proceso: a mayor voltaje, mayor es la penetración de la soldadura. Por otro lado, el amperaje (intensidad de la corriente), controla la velocidad de salida del electrodo. Así, con más intensidad crece la velocidad de alimentación del material de aporte, se generan cordones más gruesos y es posible rellenar uniones grandes. Normalmente se trabaja con polaridad positiva, es decir, la pieza al negativo y el alambre al positivo. El voltaje constante mantiene la estabilidad del arco eléctrico, pero es importante que el soldador evite los movimientos bruscos oscilantes y utilice la pistola a una distancia de ± 7 mm sobre la pieza de trabajo.Proceso automático
Al igual que en el proceso semiautomático, en este, la tensión y la intensidad se ajustan previamente a los valores requeridos para cada trabajo y son regulados por el equipo, pero es una boquilla automatizada la que aplica la soldadura. Generalmente, el operario interviene muy poco en el proceso, bien sea para corregir, reajustar los parámetros, mover la pieza o cambiarla de un lugar a otro.Proceso robotizado
Este proceso es utilizado a escala industrial. Todos los parámetros y las coordenadas de localización de la unión que se va a soldar se programan mediante una unidad CNC. En las aplicaciones robotizadas, un brazo mecánico puede soldar toda una pieza, transportarla y realizar los acabados automáticamente, sin necesidad de la intervención del operario.Parámetros
Los parámetros variables de soldadura son los factores que pueden ser ajustados para controlar una soldadura. Para obtener los mejores resultados en el proceso, es necesario conocer el efecto de cada variable sobre las diversas características o propiedades del proceso de soldadura. Algunas de estas variables, a las que denominamos variables preseleccionadas son:- Diámetro del alambre-electrodo
- Composición química del mismo
- Tipo de gas
- Caudal
- Tensión del arco
- Corriente de soldadura
- Velocidad de avance
- Altura de la boquilla
- Angulo de la boquilla
- Velocidad de alimentación del alambre
- Polaridad
- Tension de arco
- Velocidad del hilo
- Naturaleza del gas
Polaridad
Lo más normal es que en las máquinas de hoy en día se trabaje con polaridad inversa o positiva (la pieza al negativo y el hilo de soldadura al positivo. En algunos casos concretos en los que se requiera mayor temperatura en la pieza que en el hilo se utilizan la polaridad directa o negativa ya que los electrones siempre van de polo negativo al positivo produciéndose un mayor aumento de temperatura en este último.Tensión de arco
Este parámetro es uno de los más importantes a la hora de transferir el material aportado a la pieza. Se puede regular en la mayoría de máquinas por el operario y nos permite aumentar o disminuir la tensión aplicada en el arco, pero no siempre nos modificará la intensidad de trabajo.Velocidad de hilo
En este tipo de soldadura no es la intensidad la que se regula previamente, sino que es la variación de la velocidad de hilo la que provoca la aparición de diferentes intensidades gracias al fenómeno de la autorregulación.Naturaleza del gas
El tipo de gas utilizado para la soldadura influye sobre la transferencia del material, penetración, la forma del cordón, proyecciones, etc.Transferencia del metal
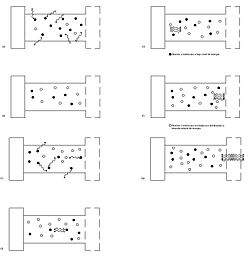
En la soldadura MIG/MAG podemos encontrar cuatro tipos de transferencia del metal aportado, los cuales dependen directamene de la tensión e intensidad con los que se trabaje.Transferencia por cortocircuito
En este tipo de transferencia es la mas utilizada por la a plicacion MAG el material aportado se funde en gotitas entre 50 y 200 por segundo cuando la punta del electrodo toca el metal fundido de soldadura y hace cortocircuito. Se usan corrientes y tensiones bajas, los gases son ricos en dióxido de carbono y los electrodos son de alambre de diámetro pequeño. Debido a sus características de bajo aporte de calor, el método produce pequeñas zonas de soldadura fundida de enfriamiento rápido, que lo hacen ideal para soldar en todas las posiciones. La transferencia de corto circuito es también especialmente adaptable a la soldadura de láminas metálicas con un mínimo de distorsión y para llenar vacíos o partes más ajustadas con una tendencia menor al sobrecalentamiento de la pieza que se está soldando.Con este tipo se soldan piezas de espesores pequeños ya que la corriente aplicada a esta es baja en comparación con otros.
Transferencia globular
Se usa frecuentemente en la aplicación MAG y algunas veces en MIG, cuando se trabaja con esta transferencia, el hilo se funde en gotas gruesas que pueden llegar a todos los huecos. El metal se transfiere en gotas de gran tamaño y ocurre por gravedad cuando el peso de éstas excede la tensión superficial. Se usan gases ricos en dióxido de carbono y argón, produce altas corrientes que posibilitan mayor penetración de la soldadura y mayores velocidades que las que se alcanzan con la transferencia por corto circuito y spray. También, se producen bastantes salpicaduras y por ello no es recomendable soldar sobrecabeza, debe ejecutarse en posición horizontal. Las piezas más pesadas se suelen unir por medio de este método.Este tipo de transferencia no se usa en ningún trabajo, pero se puede ver en operaciones de puesta a punto de máquinas.
Transferencia por pulverización axial
Es el método clásico utilizado en la aplicación MIG. El metal de aporte es transportado a alta velocidad en partículas muy finas a través del arco, entre 500 y 2.000 por segundo. La fuerza electromagnética es alta, lo que permite atomizar las gotas desde la punta del electrodo en forma lineal hacia el área de soldadura. Se puede soldar a altas temperaturas, adicionalmente es preciso usar corriente continua y electrodo positivo para garantizar que las gotas se formen y se suelten a razón de centenares por segundo. El gas de protección es argón o una mezcla rica en argón.Este tipo se recomienda para soldaduras en piezas de grandes espesores gracias a su gran penetración en el material.

Transferencia por arco pulsado
En esta nos encontramos con dos corrientes una continua y débil cuyo objetivo es proporcionar al hilo la mínima energía para que se produzca el arco y otra a impulsos producidos a una cierta frecuencia. Cada pulsación hace fundir una gota del mismo diámetro que el hilo desprendiéndola sobre la pieza antes de que el hilo toque a esta. De esta forma se consigue que no se producen las proyecciones que se pueden ver en otros tipos.Con este tipo se produce una ganancia en penetración gracias a la elevada intensidad que se produce durante la pulsación y al mismo tiempo una reducción del consumo de energía.
Productos de aporte
Hilos de soldadura
Los diámetros mas usuales en este tipo de soldadura son 0,8; 1,0;1,2;1,6 mm y en algunos casos 2,4 mm La elección de uno de estos diámetros a la hora de trabajar es muy importante ya que para grandes diámetros se utilizan grandes intensidades y se producen grandes penetraciones, pudiendo producirse perforaciones en la piezas. Por el otro lado para diámetros pequeños se aplican bajas intensidades y se consiguen bajas penetraciones, pudiendo ocurrir que la penetración en la pieza sea demasiado pequeña.El formato estándar del hilo son bobinas de diferentes grandarías. Los hilos suelen ir recubiertos de cobre para que la conductividad del hilo con el tubo de contacto sea buena, además de disminuir los rozamientos y para que no aparezcan oxidaciones. También se utiliza hilo tubular, los cuales van rellenos de polvo metálico o flux.
Gases de protección
En la variante MIG (Metal Inert Gas), el gas de protección es inerte( no actúa activamente en el proceso de la soldadura) siendo muy estable. Por otro lado en la soldadura MAG(Metal Activ Gas), el gas de protección se comporta de forma inerte en la contaminación de la soldadura pero por el otro lado interviene termodinámicamente en ella.-Soldadura MIG
Dentro de los gases inertes disponibles en Europa el más empleado es el argón y en Estados Unidos, el helio es el que más se utiliza.
El argón con altas purezas solo es utilizado en soldadura de titanio, aluminio, cobre y níquel. Para la soldadura de acero se tiene que aplicar con cantidades inferiores al 5% de mezcla con oxígeno ya que el argón puro produce mordeduras y cordones irregulares.Así se mejora la penetración y ensanchamiento de la parte inferior del cordón.
La utilización de helio produce cordones más anchos y una penetración menos profunda que la producida por el argón.
-Soldadura MAG
El CO2 es uno de los gases empleados en este tipo de soldadura. Es un gas inodoro, incoloro y con un sabor picante.Tiene un peso de una vez y media mayor que el aire, además es un gas de carácter oxidante que en elevadas temperaturas se disocia en una reacción en el arco de 2CO2-2CO2+O absorbiendo calor y en la recomposición en la base 2CO2+O cendiedo calor.
Sus inconvenientes son que produce arcos muy enérgicos, con lo que también se producen un gran número de proyecciones.
Por otro lado es un gas mucho más barato que el argón, capaz de producir penetraciones mucho mas profundas y anchas que este. También se tiene la ventaja que reduce el riesgo de mordeduras y faltas de fusión.
La mezcla de Ar+CO2 se suele utilizar con cantidades de mezcla de entre el 15 y el 25% de CO2. Las ganancias de trabajara con esta mezcla son una mejor visibilidad del baño, un arco más suave, con menores turbulencias, un baño de fusión más frío, un mejor aspecto del cordón, menos proyecciones y una mejor estabilidad de arco.
El único y mayor inconveniente de la mezcla es de tipo económico, pero por otro lado hay que compararlo con los grandes beneficios que nos aporta, siendo estos normalmente mayores que el primero.
Constitución equipo de soldadura MIG/MAG
Las máquinas del tipo estándar están formadas por diferentes elementos para poder llevar a cabo la soldadura MIG/MAG.Transformador
La fuente de potencia eléctrica que se encarga de suministrar la suficiente energía para poder fundir el electrodo en la pieza de trabajo. Son de tipo DC (corriente directa) con característica de salida de Voltaje Constante (CV). Tiene la función de reducir la tensión alterna de la red de consumo a otra apta para la soldadura. Principalmente un transformador esta formado de un núcleo constituido por chapas magnéticas apiladas en cuyas columnas se devanan dos bobinas. En la primera de ellas consta del circuito primario formado por un número de espiras superior a la segunda y con una sección inferior a esta. En la segunda se forma el circuito secundario, formado por lo cual con un menor número de espiras y mayor sección.Rectificador
Este elemento convierte la tensión alterna en continua, la cual es muy necesaria para poder realizar la soldadura MIG/MAG.El rectificador está constituido de semiconductores de potencia (diodos de silicio), normalmente colocados sobre aleteas con el objetivo de aumentar su refrigeración.
Inductancia
La misión de la inductancia es el aislamiento de la corriente de soldadura, lo que produce una mayor estabilidad de la soldadura. Si la máquina está equipada por una inductancia de valor inductivo elevado, esta también estará dotada de un sistema que elimine este efecto durante el cebado del arco, ya que si al efectuar el cebado se tiene una gran inductancia el arco no se llegaría a producir. Este elemento está formado por un núcleo en el que están arrolladas algunas espiras por las que circula la corriente continua de la soldadura.Unidad alimentadora de hilo
Esta unidad hace el avance a velocidad constante del hilo necesario para realizar la soldadura mediante un motor, general mente de corriente continua.La velocidad se puede regular entre unos valores que van de o a 25 m/min. Esta regulación se puede conseguir normalmente mediante un control eléctrico que actúa sobre un motor de alimentación.
El sistema de arrastre está constituido por uno o dos rodillos de arrastre que trabajan contra otros rodillos de presión. El rodillo de presión debe estar bien ajustado, ya que una presión excesiva puede producir aplastamientos en el hilo, haciendo que no se deslice bien. Por lo contrario, cuando no hay suficiente presión sobre el hilo se puede producir una alimentación a velocidades irregulares.
Circuito de gas protector
La salida de la botella va equipada con un manorreductor-caudalimetro que permite la regulación por el operario para proporcionar el caudal necesario sobre la soldadura, además se puede ver la presión de la botella y el caudal que estamos utilizando.El paso de gas hacia la soldadura es producido por una válvula accionada eléctricamente mediante un pulsador equipado sobre la antorcha.
Como norma estándar debe utilizarse un caudal en l/m diez veces mayor que el diámetro del hilo.
Antorcha de soldadura
Mediante este elemento se conduce el hilo, se acciona la corriente eléctrica y se acciona el gas protector a la zona del arco de soldadura.Todos de conductos van recubiertos por una tubería de goma y todo el conjunto forma la manguera que conecta la máquina con la pistola.En la punta de la antorcha va montada una buza exterior que canaliza el gas hasta la zona de soldadura, en el interior se encuentra un tubo de contacto que proporciona al hilo la corriente necesaria para realizar el arco de soldadura. Este tubo de contacto tiene su orificio interior calibrado para cada diámetro de hilo.
La distancia entre la punta del tubo de contacto hasta el arco es controlada por el operario, pero la longitud del arco es controlada automáticamente por los parámetros regulados en la máquina.

Tubo de contacto

Factor de marcha
Los equipos de soldadura están diseñados para trabajar a una intensidad nominal de forma continua. Las máquinas al cabo de un tiempo de trabajo tienen que estabilizar la temperatura de sus componentes a la intensisdad nominal de trabajo, pero en la soldadura MIG/MAG estándar no es posible trabajar de forma continua, ya que existen tiempos de preparación, cambios de hilo, de botellas de gas, de descansos del operario, etc. A causa de no poder trabajar de forma continua, las temperaturas disminuyen gracias a los espacios de tiempo que no se está trabajando, por lo que se hace necesario hablar del factor de marcha.El factor de marcha es el cociente entre el tiempo de soldeo y el tiempo total de trabajo. En los paros de la soldara se enfrían los componentes del equipo, estabilizándose la temperatura de estos en un pequeño rango de valores, inferiores a su temperatura máxima de trabajo.
Para determinar la intensidad I' para un determinado factor de marcha se utiliza la siguiente expresión:

Soldadura por arco
Soldadura.
Cuatro años más tarde fue patentado un proceso de soldadura con varilla metálica. Sin embargo, este procedimiento no tomó importancia en el ámbito industrial hasta que el sueco Oscar Kjellberg descubrió, en 1904, el electrodo recubierto. Su uso masivo comenzó alrededor de los años 1950.
Fundamentos
El sistema de soldadura eléctrica con electrodo recubierto se caracteriza, por la creación y mantenimiento de un arco eléctrico entre una varilla metálica llamada electrodo, y la pieza a soldar. El electrodo recubierto está constituido por una varilla metálica a la que se le da el nombre de alma o núcleo, generalmente de forma cilíndrica, recubierta de un revestimiento de sustancias no metálicas, cuya composición química puede ser muy variada, según las características que se requieran en el uso. El revestimiento puede ser básico, rutílico y celulósico. Para realizar una soldadura por arco eléctrico se induce una diferencia de potencial entre el electrodo y la pieza a soldar, con lo cual se ioniza el aire entre ellos y pasa a ser conductor, de modo que se cierra el circuito. El calor del arco funde parcialmente el material de base y funde el material de aporte, el cual se deposita y crea el cordón de soldadura.La soldadura por arco eléctrico es utilizada comúnmente debido a la facilidad de transporte y a la economía de dicho proceso.
Elementos

Esquema.
- Plasma: Está compuesto por electrones que transportan la corriente y que van del polo negativo al positivo, de iones metálicos que van del polo positivo al negativo, de átomos gaseosos que se van ionizando y estabilizándose conforme pierden o ganan electrones, y de productos de la fusión tales como vapores que ayudarán a la formación de una atmósfera protectora. Esta misma alcanza la mayor temperatura del proceso.
- Llama: Es la zona que envuelve al plasma y presenta menor temperatura que éste, formada por átomos que se disocian y recombinan desprendiendo calor por la combustion del revestimiento del electrodo. Otorga al arco eléctrico su forma cónica.
- Baño de fusión: La acción calorífica del arco provoca la fusión del material, donde parte de éste se mezcla con el material de aportación del electrodo, provocando la soldadura de las piezas una vez solidificado.
- Cráter: Surco producido por el calentamiento del metal. Su forma y profundidad vendrán dadas por el poder de penetración del electrodo.
- Cordón de soldadura: Está constituido por el metal base y el material de aportación del electrodo y se pueden diferenciar dos partes: la escoria, compuesta por impurezas que son segregadas durante la solidificación y que posteriormente son eliminadas, y sobre el espesor, formado por la parte útil del material de aportación y parte del metal base, la soldadura en sí.
- Electrodo: Son varillas metálicas preparadas para servir como polo del circuito; en su extremo se genera el arco eléctrico. En algunos casos, sirven también como material fundente. La varilla metálica a menudo va recubierta por una combinación de materiales que varían de un electrodo a otro. El recubrimiento en los electrodos tiene diversa funciones, éstas pueden resumirse en las siguientes:
- Función eléctrica del recubrimiento
- Función física de la escoria
- Función metalúrgica del recubrimiento
Funciones de los recubrimientos
Función eléctrica del recubrimiento
La estabilidad del arco para la soldadura depende de una amplia serie de factores como es la ionización del aire para que fluya adecuadamente la electricidad. Para lograr una buena ionización se añaden al revestimiento del electrodo productos químicos denominados sales de sodio, potasio y bario los cuales tienen una tensión de ionización baja y un poder termoiónico elevado. El recubrimiento, también contiene en su composición productos como los silicatos, los carbonatos, los óxidos de hierro y óxidos de titanio que favorecen la función física de los electrodos, que facilitan la soldadura en las diversas posiciones de ejecución del soldeo.Función metalúrgica de los recubrimientos
Además de las funciones de estabilizar y facilitar el funcionamiento eléctrico del arco y de contribuir físicamente a la mejor formación del cordón, el recubrimiento tiene una importancia decisiva en la calidad de la soldadura. Una de las principales funciones metalúrgicas de los recubrimientos de los electrodos es proteger el metal de la oxidación, primero aislándolo de la atmósfera oxidante que rodea al arco y después recubriéndolo con una capa de escoria mientras se enfría y solidifica.Tipos de soldadura
Se distinguen los siguientes procesos de soldadura basados en el principio del arco eléctrico:Soldadura por arco manual con electrodos revestidos

Electrodos revestidos.
Como son los propios electrodos los que aportan el flujo de metal fundido, será necesario reponerlos cuando se desgasten. Los electrodos están compuestos de dos piezas: el alma y el revestimiento.
El alma o varilla es alambre (de diámetro original 5.5 mm) que se comercializa en rollos continuos. Tras obtener el material, el fabricante lo decapa mecánicamente (a fin de eliminar el óxido y aumentar la pureza) y posteriormente lo trefila para reducir su diámetro.
El revestimiento se produce mediante la combinación de una gran variedad de elementos (minerales varios, celulosa, mármol, aleaciones, etc.) convenientemente seleccionados y probados por los fabricantes, que mantienen el proceso, cantidades y dosificaciones en riguroso secreto.
La composición y clasificación de cada tipo de electrodo está regulada por AWS (American Welding Society), organismo de referencia mundial en el ámbito de la soldadura.
Este tipo de soldaduras pueden ser efectuados bajo corriente tanto continua como alterna. En corriente continua el arco es más estable y fácil de encender y las salpicaduras son poco frecuentes; en cambio, el método es poco eficaz con soldaduras de piezas gruesas. La corriente alterna posibilita el uso de electrodos de mayor diámetro, con lo que el rendimiento a mayor escala también aumenta. En cualquier caso, las intensidades de corriente oscilan entre 10 y 500 amperios.
El factor principal que hace de este proceso de soldadura un método tan útil es su simplicidad y, por tanto, su bajo precio. A pesar de la gran variedad de procesos de soldadura disponibles, la soldadura con electrodo revestido no ha sido desplazada del mercado. La sencillez hace de ella un procedimiento práctico; todo lo que necesita un soldador para trabajar es una fuente de alimentación, cables, un portaelectrodo y electrodos. El soldador no tiene que estar junto a la fuente y no hay necesidad de utilizar gases comprimidos como protección. El procedimiento es excelente para trabajos, reparación, fabricación y construcción. Además, la soldadura SMAW es muy versátil. Su campo de aplicaciones es enorme: casi todos los trabajos de pequeña y mediana soldadura de taller se efectúan con electrodo revestido; se puede soldar metal de casi cualquier espesor y se pueden hacer uniones de cualquier tipo.
Sin embargo, el procedimiento de soldadura con electrodo revestido no se presta para su automatización o semiautomatización; su aplicación es esencialmente manual. La longitud de los electrodos es relativamente corta: de 230 a 700 mm. Por tanto, es un proceso principalmente para soldadura a pequeña escala. El soldador tiene que interrumpir el trabajo a intervalos regulares para cambiar el electrodo y debe limpiar el punto de inicio antes de empezar a usar electrodo nuevo. Sin embargo, aun con todo este tiempo muerto y de preparación, un soldador eficiente puede ser muy productivo.
Soldadura por electrodo no consumible protegido
El objetivo fundamental en cualquier operación de soldadura es el de conseguir una junta con la misma característica del metal base. Este resultado sólo puede obtenerse si el baño de fusión está completamente aislado de la atmósfera durante toda la operación de soldeo. De no ser así, tanto el oxígeno como el nitrógeno del aire serán absorbidos por el metal en estado de fusión y la soldadura quedará porosa y frágil. En este tipo de soldadura se utiliza como medio de protección un chorro de gas que impide la contaminación de la junta. Tanto este como el siguiente proceso de soldeo tienen en común la protección del electrodo por medio de dicho gas. La soldadura por electrodo no consumible, también llamada Soldadura TIG (siglas de Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente que normalmente, como indica el nombre, es de tungsteno.Este método de soldadura se patentó en 1920 pero no se empezó a utilizar de manera generalizada hasta 1940, dado su coste y complejidad técnica.
A diferencia que en las soldaduras de electrodo consumible, en este caso el metal que formará el cordón de soldadura debe ser añadido externamente, a no ser que las piezas a soldar sean específicamente delgadas y no sea necesario. El metal de aportación debe ser de la misma composición o similar que el metal base; incluso, en algunos casos, puede utilizarse satisfactoriamente como material de aportación una tira obtenida de las propias chapas a soldar.
La inyección del gas a la zona de soldeo se consigue mediante una canalización que llega directamente a la punta del electrodo, rodeándolo. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Es conveniente, eso sí, repasar la terminación en punta, ya que una geometría poco adecuada perjudicaría en gran medida la calidad del soldado. Respecto al gas, los más utilizados son el argón, el helio, y mezclas de ambos. El helio, gas noble (inerte, de ahí el nombre de soldadura por gas inerte) es más usado en los Estados Unidos, dado que allí se obtiene de forma económica en yacimientos de gas natural. Este gas deja un cordón de soldadura más achatado y menos profundo que el argón. Este último, más utilizado en Europa por su bajo precio en comparación con el helio, deja un cordón más triangular y que se infiltra en la soldadura. Una mezcla de ambos gases proporcionará un cordón de soldadura con características intermedias entre los dos.
La soldadura TIG se trabaja con corrientes continua y alterna. En corriente continua y polaridad directa, las intensidades de corriente son del orden de 50 a 500 amperios. Con esta polarización se consigue mayor penetración y un aumento en la duración del electrodo. Con polarización inversa, el baño de fusión es mayor pero hay menor penetración; las intensidades oscilan entre 5 y 60 A. La corriente alterna combina las ventajas de las dos anteriores, pero en contra da un arco poco estable y difícil de cebar.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco con protección gaseosa es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor.
Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.
Soldadura por electrodo consumible protegido
Este método resulta similar al anterior, con la salvedad de que en los dos tipos de soldadura por electrodo consumible protegido, MIG (Metal Inert Gas) y MAG (Metal Active Gas), es este electrodo el alimento del cordón de soldadura. El arco eléctrico está protegido, como en el caso anterior, por un flujo continuo de gas que garantiza una unión limpia y en buenas condiciones.En la soldadura MIG, como su nombre indica, el gas es inerte; no participa en modo alguno en la reacción de soldadura. Su función es proteger la zona crítica de la soldadura de oxidaciones e impurezas exteriores. Se emplean usualmente los mismos gases que en el caso de electrodo no consumible, argón, menos frecuentemente helio, y mezcla de ambos.
En la soldadura MAG, en cambio, el gas utilizado participa de forma activa en la soldadura. Su zona de influencia puede ser oxidante o reductora, ya se utilicen gases como el dióxido de carbono o el argón mezclado con oxígeno. El problema de usar CO2 en la soldadura es que la unión resultante, debido al oxígeno liberado, resulta muy porosa. Además, sólo se puede usar para soldar acero, por lo que su uso queda restringido a las ocasiones en las que es necesario soldar grandes cantidades de material y en las que la porosidad resultante no es un problema a tener en cuenta.
El uso de los métodos de soldadura MIG y MAG es cada vez más frecuente en el sector industrial. En la actualidad, es uno de los métodos más utilizados en Europa occidental, Estados Unidos y Japón en soldaduras de fábrica. Ello se debe, entre otras cosas, a su elevada productividad y a la facilidad de automatización, lo que le ha valido abrirse un hueco en la industria automovilística. La flexibilidad es la característica más sobresaliente del método MIG / MAG, ya que permite soldar aceros de baja aleación, aceros inoxidables, aluminio y cobre, en espesores a partir de los 0,5 mm y en todas las posiciones. La protección por gas garantiza un cordón de soldadura continuo y uniforme, además de libre de impurezas y escorias. Además, la soldadura MIG / MAG es un método limpio y compatible con todas las medidas de protección para el medio ambiente.
En contra, su mayor problema es la necesidad de aporte tanto de gas como de electrodo, lo que multiplica las posibilidades de fallo del aparato, además del lógico encarecimiento del proceso. La soldadura MIG/MAG es intrínsecamente más productiva que la soldadura MMA, donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. Las pérdidas materiales también se producen con la soldadura MMA, cuando la parte última del electrodo es desechada. Por cada kilogramo de electrodo revestido comprado, alrededor del 65% forma parte del material depositado (el resto es desechado). La utilización de hilos sólidos e hilos tubulares ha aumentado esta eficiencia hasta el 80-95%. La soldadura MIG/MAG es un proceso versátil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones. El procedimiento es muy utilizado en espesores delgados y medios, en fabricaciones de acero y estructuras de aleaciones de aluminio, especialmente donde se requiere un gran porcentaje de trabajo manual. La introducción de hilos tubulares está encontrando cada vez más, su aplicación en los espesores fuertes que se dan en estructuras de acero pesadas.
Soldadura por arco sumergido
El proceso de soldadura por arco sumergido, también llamado proceso SAW (Submerged Arc Welding), tiene como detalle más característico el empleo de un flujo continuo de material protector en polvo o granulado, llamado flux. Esta sustancia protege el arco y el baño de fusión de la atmósfera, de tal forma que ambos permanecen invisibles durante la soldadura. Parte del flux funde, y con ello protege y estabiliza el arco, genera escoria que aísla el cordón, e incluso puede contribuir a la aleación. El resto del flux, no fundido, se recoge tras el paso del arco para su reutilización. Este proceso está totalmente automatizado y permite obtener grandes rendimientos.El electrodo de soldadura SAW es consumible, con lo que no es necesaria aportación externa de fundente. Se comercializa en forma de hilo, macizo o hueco con el flux dentro (de forma que no se requiere un conducto de aporte sino sólo uno de recogida), de alrededor de 0,5 mm de espesor.
El flux, o mejor dicho, los fluxes, son mezclas de compuestos minerales varios (SIO2, CaO, MnO, etc…) con determinadas características de escorificación, viscosidad, etc. Obviamente, cada fabricante mantiene la composición y el proceso de obtención del flux en secreto, pero, en general, se clasifican en fundidos (se obtienen por fusión de los elementos), aglomerados (se cohesionan con aglomerantes; cerámicos, silicato potásico, etc.) y mezclados mecánicamente (simples mezclas de otros fluxes). Ya que el flux puede actuar como elemento fundente, la adición en él de polvo metálico optimiza bastante el proceso, mejora la tenacidad de la unión y evita un indeseable aumento del tamaño de grano en el metal base.
Dependiendo del equipo y del diámetro del hilo de electrodo, este proceso se trabaja con intensidades de hasta 1600 amperios, con corrientes continuas (electrodo positivo y base negativa) o alternas.
Este proceso es bastante versátil; se usa en general para unir metales férreos y aleaciones, y para recubrir materiales contra la corrosión (overlay). Además, permite la soldadura de piezas con poca separación entre ellas. El arco actúa bajo el flux, evitando salpicaduras y contaminación del cordón, y alimentándose, si es necesario, del propio flux, que además evita que el arco se desestabilice por corrientes de aire. La soldadura SAW puede aplicarse a gran velocidad en posiciones de sobremesa, para casi cualquier tipo de material y es altamente automatizable. El cordón obtenido en estos soldeos es sano y de buen aspecto visual. Una característica mejora del proceso SAW es la soldadura en tándem, mediante la cual se aplican dos electrodos a un mismo baño. Así se aumenta la calidad de la soldadura, ya que uno de los electrodos se encarga de la penetración y el volumen del cordón, mientras que el segundo maneja lo parámetros de geometría y tamaño.
En cambio, la mayor limitación de este proceso es que solo puede aplicarse en posiciones de sobremesa y cornisa, ya que de otra manera el flux se derramaría. Flux que ha de ser continuamente aportado, lo cual encarece el procedimiento y aumenta sus probabilidades de fallo (hay que alimentar tanto el rollo de electrodo como el flux); además, si se contamina por agentes externos, la calidad del cordón disminuye bastante. A pesar de que puede unir materiales poco separados, no es recomendable para unir espesores menores de 5mm.
Este proceso tiene su mayor campo de aplicación en la fabricación de tuberías de acero en espiral y, en general, en la soldadura de casi cualquier tipo de aceros (especialmente los inoxidables).
Soldadura por rayo láser
Introducción
Introducción
La soldadura por rayo láser (LBW, de laser-beam welding) es un proceso de soldadura por fusión que utiliza la energía aportada por un haz láser para fundir y recristalizar el material o los materiales a unir, obteniéndose la correspondiente unión entre los elementos involucrados. En la soldadura láser comúnmente no existe aportación de ningún material externo. La soldadura se realiza por el calentamiento de la zona a soldar, y la posterior aplicación de presión entre estos puntos. De normal la soldadura láser se efectúa bajo la acción de un gas protector, que suelen ser helio o argón.
 Robot realizando una soldaduraMediante espejos se focaliza toda la energía del láser en una zona muy reducida del material. Cuando se llega a la temperatura de fusión, se produce la ionización de la mezcla entre el material vaporizado y el gas protector (formación de plasma). La capacidad de absorción energética del plasma es mayor incluso que la del material fundido, por lo que prácticamente toda la energía del láser se transmite directamente y sin pérdidas al material a soldar.
Robot realizando una soldaduraMediante espejos se focaliza toda la energía del láser en una zona muy reducida del material. Cuando se llega a la temperatura de fusión, se produce la ionización de la mezcla entre el material vaporizado y el gas protector (formación de plasma). La capacidad de absorción energética del plasma es mayor incluso que la del material fundido, por lo que prácticamente toda la energía del láser se transmite directamente y sin pérdidas al material a soldar.
La elevada presión y elevada temperatura causadas por la absorción de energía del plasma, continúa mientras se produce el movimiento del cabezal arrastrando la "gota" de plasma rodeada con material fundido a lo largo de todo el cordón de soldadura.
Para controlar el espesor del cordón de soldadura, la anchura y la profundidad de la penetración se pueden utilizar otro tipo de espejos como son los espejos de doble foco.
De esta manera se consigue un cordón homogéneo y dirigido a una pequeña área de la pieza a soldar, con lo que se reduce el calor aplicado a la soldadura reduciendo así las posibilidades de alterar propiedades químicas o físicas de los materiales soldados.
Dependiendo de la aplicación de la soldadura, el láser de la misma puede ser amplificado en una mezcla de itrio, aluminio, granate y neodimio, si se requiere un láser de baja potencia, o el amplificado por gas como el dióxido de carbono, con potencias superiores a los 10 kilovatios y que por tanto son empleados en soldaduras convencionales y pueden llegar hasta los 100 kilovatios.
Los sistemas de varios kilovatios en continua se utilizan para secciones gruesas lo que hace que la soldadura pueda llegar a ser más profunda. Para evitar la formación de burbujas de oxígeno durante la fase liquida del material se utilizan algún tipo de gas inerte, como pueden ser el argón o el helio. De esta forma se produce un poco de porosidad, dejando escapar dichas burbujas.
Sirve para soldar relaciones de ancho-profundidad de entre 4-10.
 Croquis de una boquilla láser en el momento de soldar
Croquis de una boquilla láser en el momento de soldar

Robot realizando una soldadura

Croquis de una boquilla láser en el momento de soldar
Características del proceso
El láser de alta potencia utilizado para la soldadura se trata de un dispositivo que amplifica la radiación en una determinada longitud de onda y la emite como haz coherente, casi paralelo, el cual puede enfocarse para producir una cierta cantidad de energía capaz de fundir en material con el cual se está trabajando. Esta densidad de energía puede ser del mismo tipo de un haz de electrones, utilizado para la soldadura. El nombre de láser está formado por las letras iniciales del proceso de este tipo de radiaciones: light amplification by stimulated emission of radiation.
Funcionamiento del láser
 Funcionamiento del rayo láser
Funcionamiento del rayo láser- Los átomos o moléculas del material fluorescente son excitados por bombardeo con luz o energía eléctrica (a) y se colocan en niveles de energía más altos (b). Se ven debilitados por emisión espontánea y la mayor parte de los fotones emitidos que se encuentran desplazados a lo largo del eje del tubo generan más potencia por emisión estimulada de otros átomos excitados siendo así amplificada la luz (d). En el espejo reflectante (e) los fotones se reflejan hacia atrás a lo largo del tubo para poder ser mayormente amplificados. (f) En la ventana de salida algunos fotones se reflejan para continuar amplificándose y el resto se transforman formando el haz saliente. Las etapas anteriores se producen casi simultáneamente.
Dentro del campo de soldadura por rayo láser podemos encontrar varios tipos como:
- Lasers de estado sólido.
- Lasers de gas.

Funcionamiento del rayo láser
- Lasers de estado sólido.
- Lasers de gas.
Lasers de estado sólido
Uno de los materiales más corrientes para este tipo de láser y también capaz de entregar una potencia elevada es el ion de cromo en un cristal de rubí. Otro material para este tipo de láser en estado sólido es el granate de itrio y aluminio dopado con neodimio o YAG. Otra forma de carácter práctico de láser puede consistir en una varilla de rubí de 10 mm de diámetro y 110 mm de largo con sus extremos rectificados con una gran precisión y pulidos. El cristal puede ser irradiado mediante un tubo de descarga de xenón. Los iones de cromo en el cristal emiten radiación estimulada, por esto, la que va en un sentido axial se refleja hacia un lado y otro entre los extremos de éste. La intensidad de radiación se eleva y el haz del láser es irradiado por el extremo que se encuentra menos pulido.
Los altos niveles de energía para poder producir el haz del láser solo pueden lograrse de manera intermitente, para poder realizar este proceso de intermitencia en el láser descargaremos una batería de condensadores a través del tubo de descarga de xenón. Estos condensadores se encuentran cargados a un voltaje entre 1,2 y 4,4 KV. La intensidad luminosa del tubo se eleva en 1 ms a su valor máximo y desciende de forma exponencial dentro de un periodo de 10 ms. En aproximadamente 5 ms se produce la emisión de luz coherente dentro de una serie de impulsos. El rendimiento total obtenido es del 1% con una salida entre 3 y 55 julios.
Todo esto nos permite obtener una concentración de energía por encima de los 109 W/mm2, el cual es un nivel muy óptimo para poder fundir el material. Cuando trabajamos con estas densidades de energía este proceso se puede utilizar también para el taladrado de agujeros y cortado en piezas. Para poder soldar con el láser la energía producida no debe llegar más rápida de lo que puede ser conducida como calor; esto exige un impulso menos agudo y más sostenido que se consigue aumentando la inductancia del tubo o empleando una conducción de retardo.
El láser de rubí es utilizado para taladrar cojinetes de rubí para relojes e hilera a escala microscópica.
Lasers de gas
El láser más beneficioso para la soldadura y el corte es el CO2, el medio emisor para este tipo de láser es una mezcla de anhídrido carbónico, nitrógeno y helio. Puede trabajar continuamente y ha sido desarrollado para la entrega de bajos vatios e incluso por encima de 20 KW. La radiación se encuentra en la región del infrarrojo lejano del espectro, obteniendo una longitud de onda de unos 10,6 μm. Uno de los lasers más típicos de CO2 está comprendido por un tubo de vidrio por el cual circula una mezcla de gas con electrodos en cada extremo los cuales producen una descarga de alto voltaje. En uno de los extremos del tubo se encuentra alojado un espejo reflectante de superficie dorada enfriado por agua, mientras que en el extremo opuesto hay una ventana reflectante en parte, el espacio entre ambas recibe el nombre de cámara del láser. En las ventanas se utilizan rodajas de arseniuro de germanio o galio en montajes enfriados por agua.
El rendimiento del 10 al 25% se traduce en que del 75 al 90% de la energía de la descarga se disipa en el gas. Un incremento de la temperatura del gas causaría la desestabilización del anhídrido carbónico y una caída en energía de salida, por ello debe hacerse circular continuamente a través del tubo permitiendo que parte del calor que se produce tenga contacto con las paredes de vidrio las cuales deben ser enfriadas con agua. Este proceso es llamado láser de flujo axial lento y en él, el gas puede deshacerse o reciclarse mediante un intercambiador de calor.
Si el gas es transportado a través del tubo del láser de alta velocidad mediante un soplante, la pérdida de calor producida en las paredes es muy pequeña y por tanto es despreciable, por ello éstas no necesitan ser enfriadas por agua, pero todo el calor en exceso deberá de reducirse mediante un intercambiador en algún punto del circuito del gas; este es el láser de flujo axial rápido y el gas es recirculado por un soplante. Los láser de flujo axial lento pueden suministrar alrededor de 50-70W por metro de longitud de la cámara, sin embargo los láser de flujo axial rápido pueden general hasta 600W por metro. Son posibles otras disposiciones en las cuales el gas pasa transversalmente a través de la línea de descarga y permiten cavidades ópticas más cortas y mayores potencias de salida. Por encima de los 2,8KW no pueden emplearse ventanas de salida reflectantes porque se ven sometidas a excesivo calor, y en su lugar se emplea una batería de espejos con una ventana de aluro no reflectante, totalmente transmisora, o una abertura.
Cuando la densidad de potencia en el punto enfocado del láser excede de 12KW/mm2, tiene lugar un cambio en la cantidad de energía absorbida por la superficie. Por debajo de dicha cifra una cantidad generosa de energía que llega a la superficie se refleja, pero una vez se ha superado el nivel de umbral, el rayo láser incide con características perforantes, produciendo una transferencia de calor mejorada. Para realizar cordones lisos, es necesario proteger el baño mediante un gas inerte observándose que cuando es utilizado helio para este fin el plasma obtenido, es menos visible que cuando es utilizado argón.
La soldadura en la práctica no es fiable por debajo de un nivel de potencia de 1,7KW, pero a mayor potencia la capacidad de penetración es de unos 2,5mm/KW. Por ello un nivel de potencia de 5KW introduce dentro de la capacidad del láser una gama amplia de posibles aplicaciones. El corte con láser de CO2 se realiza mediante un chorro de gas coaxial con el rayo láser. Esto se obtiene haciendo pasar el rayo láser a través de una cámara que termina en una boquilla de aproximadamente 1,2mm de diámetro. La cámara se encuentra llena de gas a presión y tanto el gas como el rayo láser salen a través de la boquilla, la cual se encuentra por encima de la superficie a cortar entre 1 y 2mm. Cuando se cortan metales férreos se ve aprovechada la reacción exotérmica entre el metal y el oxígeno para obtener energía extra. Los óxidos fundidos producidos se desechan a través de la pieza por la presión del chorro de oxígeno. Si la velocidad de corte es muy baja la reacción de oxidación se mantiene por sí misma y por esto obtenemos el resultado de un corte irregular. A velocidades muy altas el ancho de corte es controlado por el láser, mediante el cual se obtiene un ancho de 0,6mm. Este es un proceso de corte de baja deformación. El grosor que se podrá cortar dependerá de la potencia del láser y este puede ser de hasta 14mm con 2,3KW.
Para la realización de corte de materiales no metálicos deberemos ayudarnos mediante un chorro de gas coaxial, pero no de oxígeno porque no nos proporcionará una reacción exotérmica con tales materiales. No obstante es factible utilizar un chorro de nitrógeno, aire o gas inerte, que deseche los productos de descomposición y vapores producidos por el calor del láser.
Aplicaciones
Se utiliza, principalmente, para soldar:
- Piezas de transmisiones en la industria automotriz.
- Piezas unitarias grandes.
- Series grandes y con buenos acabados.
- Piezas de electrodomésticos.
- Piezas para la industria aeronáutica de aluminio, titanio o níquel.
- Industria del ferrocarril.
- Recipientes a presión.
- Industria alimentaria, a la hora de realizar embalaje de alimentos, cuchillas de corte.
- Para instrumental médico y quirúrgico.
- Odontología
Ventajas e inconvenientes
Tiene como ventajas principales las siguientes:
- Se puede transmitir por el aire, por lo que no se requiere un vacío.
- Es un proceso fácilmente automatizable por el hecho de que los rayos se pueden conformar, manipular y enfocar ópticamente usando fibras ópticas.
- Este tipo de soldadura no genera rayos X.
- Produce muy poca distorsión y tiene una tendencia muy pequeña a la fusión incompleta, a las salpicaduras y a las porosidades.
- No hay desgaste de herramienta, al no estar en contacto con la zona a soldar
- Se puede controlar fácilmente la profundidad de penetración
El inconveniente es el precio de los equipos, que es muy elevado. Al ser equipos muy automatizados y altamente precisos requieren una tecnología muy alta.
Métodos para la realización de la soldadura por rayo láser
La soldadura por rayo láser se puede realizar de dos formas distintas:
- Por conducción : En este tipo de soldaduras la profundidad de la zona fundida va aumentando a medida que aumenta la conductividad térmica y la intensidad de la radiación.
Es utilizada para la soldadura de chapas de espesor pequeño
- Por penetración profunda : Esta soldadura posee un gran rendimiento ya que se consigue desplazar la zona de mayor temperatura por debajo de la superficie del material, por la acción del vapor recalentado y se mantiene al material fundido en el sitio deseado gracias al efecto de la tensión superficial, gravedad y otra serie de factores.
Este tipo de soldadura, como ya hemos citado con anterioridad, debido a su afectación térmica reducida, no se necesita material de aporte y es fácilmente automatizable por esto se convierte en fundamental a la hora de realizar soldaduras en los que la calidad requerida es alta y no se desean grandes deformaciones dimensionales. Además, los materiales soldados no necesitan un tratamiento posterior para eliminar tensiones. Esta facilidad de proceso (automatización) hace que la velocidad del proceso sea de hasta 6 veces superior a otros procesos de soldadura.
- Por conducción : En este tipo de soldaduras la profundidad de la zona fundida va aumentando a medida que aumenta la conductividad térmica y la intensidad de la radiación.
- Por penetración profunda : Esta soldadura posee un gran rendimiento ya que se consigue desplazar la zona de mayor temperatura por debajo de la superficie del material, por la acción del vapor recalentado y se mantiene al material fundido en el sitio deseado gracias al efecto de la tensión superficial, gravedad y otra serie de factores.
Materiales con los que trabaja
En la actualidad ha habido un gran avance en este tipo de soldadura, ya que se puede soldar oro, aleacion ligera, materiales disimilares, y materiales plásticos, campo que está avanzando a grandes velocidades y que ya se encuentra muy desarrollado. La soldadura de plásticos (termoplástico estable) se puede llegar a realizar utilizando unos aditivos especiales, denominadas resinas. Estas resinas nos permiten soldar sin llegar a derretir el termoplástico, cosa que sería impensable sin la utilización de este aditivo.
También existe la soldadura láser híbrida, que es la que combina la soldadura por rayo láser con la soldadura de arco para así poder obtener posiciones más flexibles y velocidades de soldadura más altas.
Soldadura híbrida MSG-Láser
Este tipo de soldadura se intento por primera vez a principios de los años 80 lo que por aquel entonces los elevados costes que tenía la desestimaron por completo. A principios de los 90 se desarrollo esta técnica que mezcla los dos tipos de soldadura tan diferentes como son el arco MSG y el haz de luz láser.
SOLDADURA
NORMAS DE SEGURIDAD EN OPERACIONES DE SOLDADURA
NORMAS GENERALES:
· Solicite el correspondiente “permiso de trabajo “ para realizar trabajos de soldadura y
· No están permitidos los trabajos de soldadura en locales que contengan materiales
· No se pueden calentar, cortar o soldar recipientes que hayan contenido sustancias
recipiente generen compuestos inflamables o explosivos. Para realizar estos trabajos, es
preciso eliminar previamente dichas sustancias.
· Es obligatorio el uso de los equipos de protección individual requeridos para este tipo de
· Las operaciones de soldadura corte y esmerilado deberán efectuarse con la protección de
SOLDADURA AUTÓGENA: (OXIACETILÉNICA)
§ El mayor peligro que presenta este tipo de soldadura es precisamente la conjunción del
fácil que se produzca una explosión si existen llamas o simples chispas. También
puede explotar espontáneamente sin necesidad de aire u oxígeno si está comprimido
por encima de 1,5 kg./cm2 .
§ No se deben utilizar tuberías de cobre para transportar este gas, porque se produciría
§ Un exceso de oxígeno en el aire, tiene un grave peligro de incendio, por tanto no
§ Tampoco se deben engrasar las botellas de oxígeno ni los conjuntos de los aparatos,
oxígeno.
§ Utilice los protectores adecuados. Debe llevar ropas que protejan contra las chispas y
metidas dentro de sus guantes o manoplas. Lleve la cabeza cubierta y gafas
apropiadas. Su calzado será de seguridad y sus pantalones no llevarán vueltas. Debe
usar también polainas y un mandil o peto protector.
§ Precauciones con las botellas:
considerarán siempre llenas, se manejarán con extremo cuidado y se mantendrán
alejadas de toda fuente de calor.
No se pueden usar eslingas para levantar botellas. Use una plataforma adecuada.
Manténgalas protegidas contra los golpes que puedan producir objetos al caer
sobre ellas, y dispóngalas en lugares puedan ser fácil y rápidamente retiradas.
Las botellas que no estén en uso permanecerán tapadas.
Nunca suprima los dispositivos de seguridad de la botella ni haga reparaciones o alteraciones en ella.
Las botellas usadas para soldar deben estar fijas sobre un carro o atadas a una
pared o columna.
Cuando sea puesta por primera vez en servicio, el tornillo regulador debe estar
completamente desatornillado. Abra poco a poco la válvula para así proteger a
ésta y al manómetro de la súbita descarga del cilindro.
Cuando abra la válvula, sitúese a un lado del regulador y del manómetro. No use
nunca martillos o similares para abrirla.
Evite los escapes en las conexiones, y si se produjeran, cierre la válvula antes de
a un lugar aireado hasta su completa descarga.
Use agua jabonosa para buscar los escapes en las canalizaciones de oxígeno o
acetileno.
Mantenga las botellas a una distancia no inferior a 10 metros del lugar donde se
trabaja, así evitará que las chispas o el metal fundido puedan alcanzarlas o dañar
a las mangueras. Esta distancia puede ser de 5 metros si se usan protecciones
contra las radiaciones del calor o en trabajos en el exterior.
Si el trabajo se ejecuta en un espacio confinado las botellas deberán estar fuera
de él.
Cuando una botella se vacíe o no se haya de usar más, se cerrará la válvula y se
desmontará el regulador inmediatamente.
§ Canalizaciones y mangueras del equipo:
está prohibido el empleo de racores intermedios.
Antes de su utilización, y periódicamente, se deberá verificar y revisar el estado de
las canalizaciones de acetileno para asegurarse de que no tienen fugas en las
juntas, racores y grifos, así como desgastes, cortes o quemaduras en las
mangueras de conexión.
La unión de mangueras a racores se efectuará con la pieza adecuada, por
ser causa de accidentes debido a la expulsión de la manguera o a escapes.
No estrangule nunca la manguera para cortar el paso del gas, aparte de no existir
certeza de cierre, se dañaría la conducción.
En los lugares de paso se deben instalar canalones que protejan los tubos o
mangueras.
Evite cualquier fuga en los tubos flexibles que conducen los gases, especialmente
en su punto de unión con el soplete. Si se produce alguna, repárela
inmediatamente y si es preciso, corte el tramo defectuoso.
Procure que estén cerca de chispas o sustancias calientes que puedan
deteriorarlas, así como que estén retorcidas.
Evite llevar las mangueras sobre la espalda, mantenerlas enrolladas en las
botellas o hacerlas pasar por debajo de las piernas. Piense en lo que ocurriría si
una fuga se inflama.
§ Uso seguro de los sopletes:
hará con alambre blando y con mucho cuidado para no deformarlas. Las
obstrucciones de la boquilla pueden provocar retrocesos de la llama.
Estos retrocesos también pueden estar provocados por presiones mal reguladas.
Si esto ocurre, deje el soplete de inmediato y enfríelo si se ha calentado. Antes de
encenderlo de nuevo, pase oxígeno para eliminar cualquier traza de carbón que se
haya acumulado debido a la combustión interna.
Para encender el soplete y regular cuidadosamente las presiones:
Consulte la escala de presiones.Abra ligeramente la espita de oxígeno y mucho la de acetileno.
Seguridad
Recomendaciones generales sobre soldadura con arco
Antes de empezar cualquier operación de soldadura de arco, se debe hacer una inspección completa del soldador y de la zona donde se va a usar. Todos los objetos susceptibles de arder deben ser retirados del área de trabajo, y debe haber un extintor apropiado de PQS o de CO2 a la mano, no sin antes recordar que en ocasiones puede tener manguera de espuma mecánica.Los interruptores de las máquinas necesarias para el soldeo deben poderse desconectar rápida y fácilmente. La alimentación estará desconectada siempre que no se esté soldando, y contará con una toma de tierra
Los portaelectrodos no deben usarse si tienen los cables sueltos y las tenazas o los aislantes dañados.
La operación de soldadura deberá llevarse a cabo en un lugar bien ventilado pero sin corrientes de aire que perjudiquen la estabilidad del arco. El techo del lugar donde se suelde tendrá que ser alto o disponer de un sistema de ventilación adecuado. Las naves o talleres grandes pueden tener corrientes no detectadas que deben bloquearse.
Equipo de protección personal
La radiación de un arco eléctrico es enormemente perjudicial para la retina y puede producir cataratas, pérdida parcial de visión, o incluso ceguera. Los ojos y la cara del soldador deben estar protegidos con un casco de soldar homologado equipado con un visor filtrante de grado apropiado.La ropa apropiada para trabajar con soldadura por arco debe ser holgada y cómoda, resistente a la temperatura y al fuego. Debe estar en buenas condiciones, sin agujeros ni remiendos y limpia de grasas y aceites. Las camisas deben tener mangas largas, y los pantalones deben ser largos, acompañados con zapatos o botas aislantes que cubran.
Deben evitarse por encima de todo las descargas eléctricas, que pueden ser mortales. Para ello, el equipo deberá estar convenientemente aislado (cables, tenazas, portaelectrodos deben ir recubiertos de aislante), así como seco y libre de grasas y aceite. Los cables de soldadura deben permanecer alejados de los cables eléctricos, y el soldador separado del suelo; bien mediante un tapete de caucho, madera seca o mediante cualquier otro aislante eléctrico. Los electrodos nunca deben ser cambiados con las manos descubiertas o mojadas o con guantes mojado